3D打印與模具冷卻水路的美妙產(chǎn)物——異型水路
/ 2021/6/5 23:40:09
次
我們知道要得到合格的注塑品,至少有兩點(diǎn)必須牢記:注塑時(shí)熔體在模腔中的流動(dòng)速度盡可能相同、
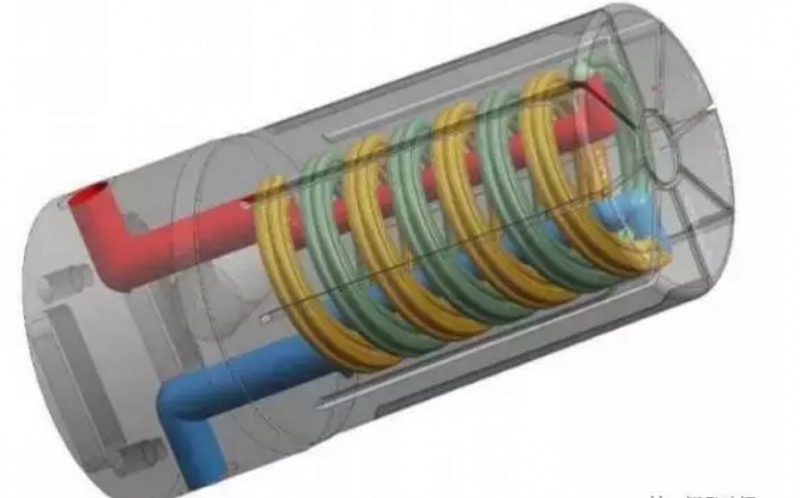
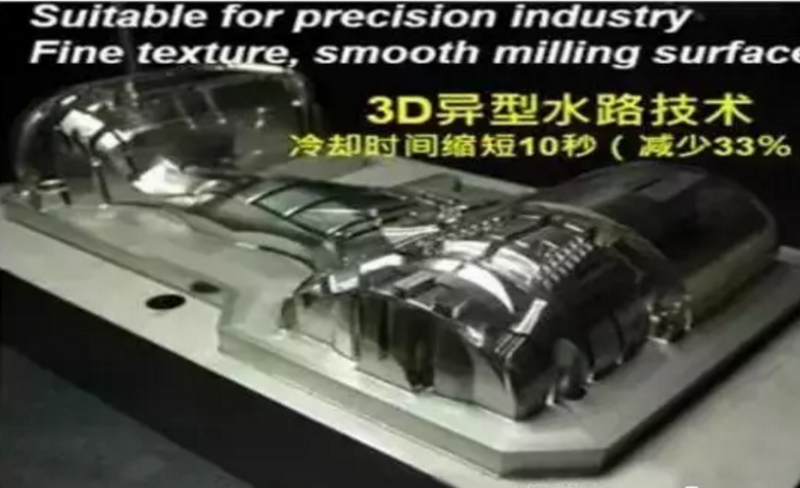
模具內腔壁的溫度盡可能相同。異型水路相對傳統水路,能夠更加均勻地分布在模具腔的周?chē)o制品均勻降溫,從而為精密制造帶來(lái)保障!下面首先通過(guò)幾款異型水路結構來(lái)感受一下吧!
為什么需要異型水路?
冷卻系統(CoolingSystem)是設計模具工程之一,當模具的塑膠原料加熱注入至溫度較低的模具后,需要等待模具冷卻才能取成品,此時(shí)需仰賴(lài)著(zhù)冷卻系統加以冷卻并且脫模。冷卻系統影響了脫模時(shí)間、制品質(zhì)量、制品外觀(guān)等,影響質(zhì)量甚巨。
異型水路相對傳統水路,能夠更加均勻地分布在模具腔的周?chē)o制品均勻降溫,從而為精密制造帶來(lái)保障!
什么是異型水路?
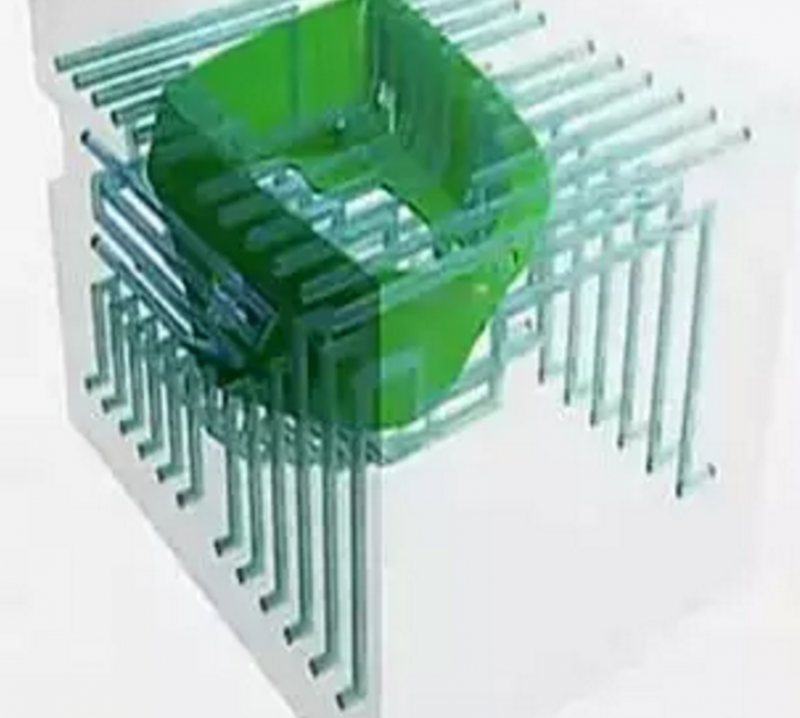
異型水路是依照產(chǎn)品外形所設計的、形狀復雜不規整的冷卻水路。其設計跳出傳統設計位置和框架,讓水路能貼著(zhù)模穴表面幾何形狀的變化而變化,不僅為模具設計師們提供了更大的模具設計空間,而且能簡(jiǎn)化冷卻水路的設計方法。更進(jìn)一步來(lái)看,模具的散熱水路設計方式也可以采用不規則形狀設計,提升散熱效率,這就是異型水路的基本原理。
異型水路實(shí)現的困難在哪里?
制作異型水路的工法受到了既有技術(shù)的限制,方式是將模具加以鉆孔或切割焊合,不僅施工十分復雜,模具的壽命也會(huì )因為二次加工的緣故而縮短,因此很長(cháng)一段時(shí)間,異型水路設計只能停留在理論階段。
但是自從金屬3D打印出現后,這些問(wèn)題獲得了突破性改善。
之所以這么說(shuō),首先要從3D打印技術(shù)說(shuō)起,3D打印是近年進(jìn)展迅速的工程技術(shù),違禁詞的優(yōu)勢是3D打印的原理為加法制造,因此沒(méi)有造型上的限制,即使是物體內的復雜造型與管線(xiàn),對3D打印來(lái)說(shuō)并不構成困難,模具產(chǎn)業(yè)注意到3D金屬打印的價(jià)值。
不論是多少直徑的模具水路,或是一般車(chē)床難以施作的內角加工,金屬3D打印皆可輕易達成,更棒的是,即使異型水路的規劃方式復雜,金屬3D打印只要一次施作過(guò)程,皆能精準的同時(shí)完成模具與異型水路。
異型水路的效益體現在哪里?
根據3DSystems所分享的Bastech成功案例,可以得知異型水路結合3D打印技術(shù)的加持下改良過(guò)后的模具可以繞過(guò)頂銷(xiāo)與固定螺絲,即使水路距離區域較遠,也能夠達到理想的冷卻質(zhì)量。異型水路的效益如下:
模具設計時(shí)間減少75%
制造端人力可以節省50%
省下14%射出模具生產(chǎn)周期
制造費用得以節省16%
注:該數據僅供參考
當然,并不是所有的模具都需要異型水路設計,因為異型水路的價(jià)格比傳統水路貴。一般來(lái)說(shuō),產(chǎn)品形狀復雜而無(wú)法有效散熱、薄壁等對溫度異常敏感、對制品質(zhì)量要求高的產(chǎn)品都需要有異型水路的模具。
異型水路的制造方法有哪些?
異型水路傳統CNC無(wú)法制造,目前常見(jiàn)的制造方法有3D金屬鐳射燒結法和擴散焊接法。
3D金屬鐳射燒結法即為直接金屬激光燒結技術(shù)(DirectmetalLaser-Sintering),通過(guò)高能激光束融化層層堆疊的金屬粉末,從而得到特定形狀產(chǎn)品。
擴散焊接為高溫、高壓及真空環(huán)境下,兩個(gè)(或兩個(gè)以上)模具部件相連接的平面焊接技術(shù)。
擴散焊接相對3D金屬鐳射燒結,制作模具的時(shí)間、成本都較低;但異型水路越復雜,擴散焊接需要的時(shí)間和部件數目就越多,而3D金屬鐳射燒結法理論上幾乎不受影響。所以說(shuō),擴散焊接適用于結構簡(jiǎn)單的異型水路。
異型水路實(shí)例分析
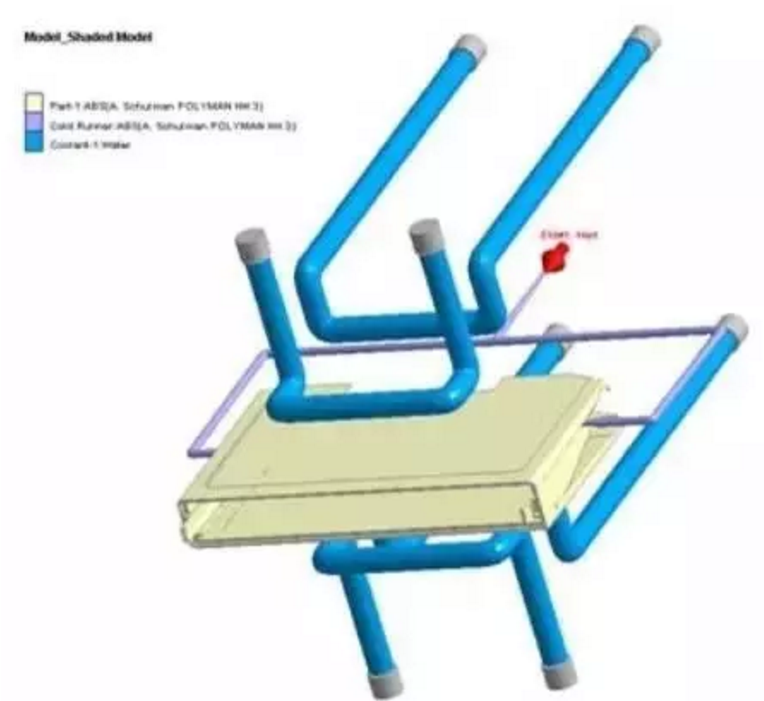
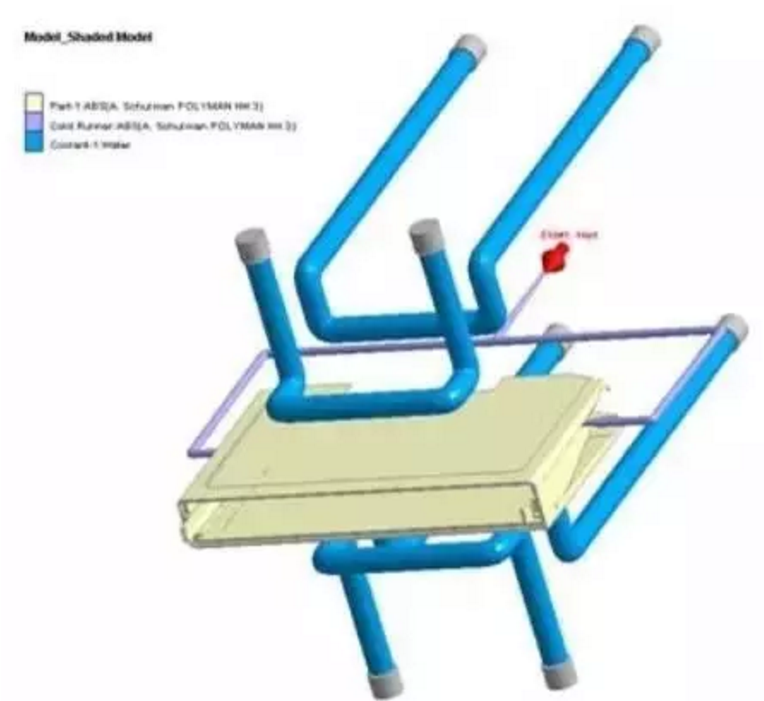
如圖所示,產(chǎn)品幾何類(lèi)似一個(gè)具有開(kāi)口的長(cháng)條物品,長(cháng)約9公分,開(kāi)口深度約5公分;該產(chǎn)品開(kāi)口區域因幾何設計產(chǎn)生溫度積熱并引發(fā)翹曲問(wèn)題,由于開(kāi)口深度過(guò)深,局部散熱不易,冷卻周期過(guò)長(cháng)。
下面兩圖為傳統冷卻系統設計案進(jìn)行的3D模流分析結果,由模具剖面溫度來(lái)看,開(kāi)口底部有相當明顯的積熱問(wèn)題,模面溫差高達40℃,造成產(chǎn)品嚴重翹曲問(wèn)題;
由CAE分析與實(shí)際開(kāi)模結果都顯示產(chǎn)品開(kāi)口有相當明顯的變形,無(wú)法滿(mǎn)足組裝精度要求。如下圖所示。
由于產(chǎn)品本身是裝配件,在考慮先天幾何限制后,決定采用異型水路來(lái)解決上述問(wèn)題,水路設計方式如圖所示。
進(jìn)一步進(jìn)行產(chǎn)品翹曲分析,如圖所示,翹曲問(wèn)題已大幅改善,客戶(hù)所關(guān)心的開(kāi)口尺寸變形已大幅降低25.6%。