模具工廠(chǎng)電火花加工的八大誤區!
/ 2021/6/5 22:40:28
次
EDM電火花加工是
模具工廠(chǎng)的一種重要工藝,有的工廠(chǎng)工藝水平很好,能加工出高品質(zhì)的模具,但有些企業(yè)就不行了,即使使用了很高端的數控電火花加工機床,效果仍然很不理性。本文總結了電火花加工的一些主要技術(shù)誤區,對工廠(chǎng)的實(shí)際生產(chǎn)有很好的幫助。
誤區1. 用電極碰工件分中,經(jīng)常“打偏”
不少模具工廠(chǎng)仍然使用電極碰工件的分中方法,這是一個(gè)很?chē)乐氐膯?wèn)題。使用電極直接碰工件屬于面接觸,接觸面之間不可避免地存在或多或少的細微物,接觸面也存在裝夾精度誤差,它們將直接影響找邊、分中的精確度。使用這種方法,必須嚴格要求將接觸面擦拭干凈,但由于還是有人為因素的存在,精度會(huì )有不穩定的情況。
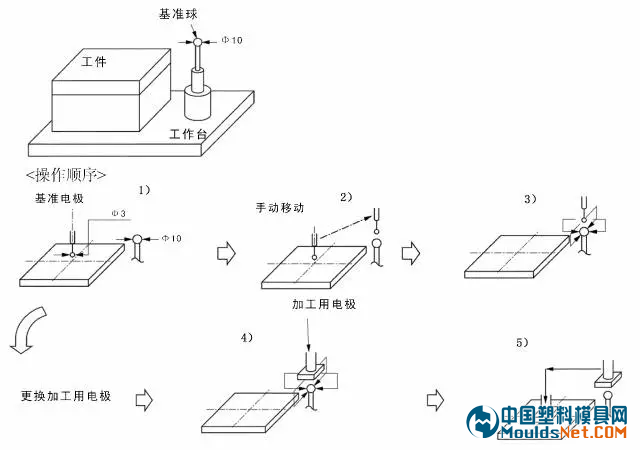
對于數控放電機,推薦使用基準球分中的方法,這是模具工廠(chǎng)放電必備的方法。通常的做法是:
裝夾工件;
在工作臺上放一個(gè)基準球;
在主軸頭上安裝測頭;
使用測頭對工件分中;
使用測頭對基準球分中;
取下測頭,安裝電極;
之后的電極都是對基準球進(jìn)行分中
由于分中過(guò)程都是點(diǎn)對點(diǎn)的感知接觸,因而可實(shí)現μm級的高精度定位精度。另外,電極分基準球的過(guò)程移動(dòng)距離變小,可充分利用機床的行程,效率也提高了。
誤區2. 千篇一律選用同一種電極材料
國內大多數模具企業(yè)使用紫銅作為電極材料。在追求高效率加工的今天,你是否去考察過(guò)石墨電極的加工優(yōu)勢?或許你會(huì )簡(jiǎn)單地認為石墨電極只適用于大型模具加工或者粗加工。事實(shí)上,這種認識是片面的或者還停留在傳統的制模觀(guān)念。
當前越來(lái)越多的模具企業(yè),開(kāi)始使用石墨電極來(lái)大幅度縮短模具制造周期。因為無(wú)論是銑削電極還是放電加工的過(guò)程,都能節約大概50%的時(shí)間,這是石墨電極的顯著(zhù)優(yōu)勢。另外,石墨做大電極重量輕,窄縫加工不容易變形,CNC銑削沒(méi)有毛刺,可設計整體電極來(lái)減少電極數目等等,都充分體現了石墨材料的優(yōu)勢。當然了,在要求Ra0.4μm以下的精細表面加工,好的石墨加工雖然也能達到,但就沒(méi)有必要了。
對于微細類(lèi)加工,要求極低的電極損耗。這時(shí)就有必要選用優(yōu)質(zhì)的紫銅電極或者鉻銅電極。對于高附加值零件的放電加工,使用價(jià)格更昂貴的銅鎢合金能獲得更小的電極損耗,尤其在加工硬質(zhì)合金類(lèi)工件。
誤區3. 電極火花位做得偏小,大幅度降低了加工效率
大多企業(yè)都是從使用傳統放電機升級到數控放電機,不少工廠(chǎng)在使用數控放電機時(shí),電極火花位工藝仍然參照傳統放電機,比如粗加工粗加工電極火花位取單邊0.15mm,精加工電極取單邊0.06mm。
偏小的電極火花位大幅度限制了數控放電機不能使用更大的電流來(lái)進(jìn)行高速加工。事實(shí)上,在高速切入加工后,只需通過(guò)平動(dòng)加工即可快速修光型腔側面,這是實(shí)現放電表面、效率、精度指標完美效果的工藝方法。這里提供一個(gè)參考,數控放電機的粗加工電極火花位取單邊0.3~0.15mm,精加工電極取單邊0.15~0.1mm。需要參照放電面積與加工量,在面積允許的情況下,盡可能將火花位做大一些,可獲得甚至是高達幾倍的加工效率。
誤區4. 仍然在使用手動(dòng)夾頭安裝、調整電極
企業(yè)出于實(shí)力或者成本的考慮,使用傳統的手動(dòng)夾頭安裝、調整電極,這種方法簡(jiǎn)單實(shí)用,被普遍使用。但一些企業(yè)購買(mǎi)了幾十萬(wàn)的數控放電機,仍然在使用傳統夾頭。
使用傳統的手動(dòng)夾頭,機床的實(shí)際利用率并不高,在不能滿(mǎn)足生產(chǎn)效能的情況下只能花更多的資金投資增加放電機床。事實(shí)上,好馬需配好鞍,數控機應配置如3R快速裝夾定位夾具,可以省去人工打表的過(guò)程,減少了機床頻繁的待機,提高了生產(chǎn)效能。
誤區5. 使用數控機床,不用側打與斜打功能
數控放電機可實(shí)現側打、多軸加工。一些注塑模的成型鑲件,四周有比較薄、深的膠位,這些部位很適合側打。
放電清除切削加工后剩下的刀具R角,是比較常見(jiàn)的加工類(lèi)型,如果采用X、Y、Z三軸聯(lián)動(dòng)的方法,即斜向加工,可避免因加工部位面積小而發(fā)生放電不穩定、電極局部損耗的現象。
誤區6. 大面積的高光潔度加工難以達到要求
如果公司的模具放電加工都屬于大面積(30平方厘米以上)類(lèi)型,并且表面都要求在VDI18以下,要求均勻一致的火花紋理,像電視遙控器類(lèi)型腔。那么放電加工就是一個(gè)頭痛的問(wèn)題,經(jīng)常會(huì )為了紋理作反反復復的修整,加工效率也很低。
如果是批量放電加工大面積、大型腔類(lèi)模具,應考慮使用混粉加工技術(shù),可大幅度提高加工效率,更容易獲得大面積的精細紋理或者鏡面。
誤區7. 不正確的放電加工表面品質(zhì)控制
一些模具企業(yè),制造的模具要求并不是很高,放電部位基本都要后續進(jìn)行拋光處理。在這種情況下,模具放電加工卻在追求VDI18(Ra0.8μm)以下甚至是鏡面加工的要求,而同時(shí)又在抱怨放電速度太慢,交期來(lái)不及。
企業(yè)應根據模具不同的要求來(lái)正確控制放電表面品質(zhì),分清楚放電的優(yōu)先級是效率還是品質(zhì)。對于大多數后續要進(jìn)行拋光處理的加工部位,放電加工達到VDI22(Ra1.25μm)或以上即可。對于細微的部位,為避免拋光變形可以加工精細些。這里需要強調的是,在追求VDI22以下的高品質(zhì)亞光表面要求時(shí),放電時(shí)間會(huì )大幅度增加,同時(shí)電極損耗也會(huì )增加。
誤區8. 鏡面放電加工誤區
對于沒(méi)有接觸過(guò)鏡面放電加工的模具企業(yè),對這門(mén)技術(shù)會(huì )頗感興趣。但遺憾的是,由于缺乏實(shí)踐經(jīng)驗,他們的一些不正確的認知,導致出現加工失敗的案例。
事實(shí)上,對于數控放電機來(lái)說(shuō),實(shí)現鏡面加工并不難,而像VDI7(Ra0.2μm)級別的亞鏡面才是具有極高的加工難度。能否實(shí)現高品質(zhì)的鏡面效果,除選用的加工參數外,其很大程度取決于工件材料,某些材料如SKD11、DC53、仿冒S136是無(wú)論如何也達不到好的鏡面效果,因此一定要判斷材料再決定進(jìn)行鏡面放電,否則可能會(huì )浪費時(shí)間而達不到要求。而對于電極來(lái)說(shuō),并沒(méi)有那么嚴格的要求,并不是要求電極必須進(jìn)行鏡面拋光處理。
鏡面加工的主要經(jīng)驗是時(shí)間的控制。多大的面積,應該設定多少時(shí)間,有經(jīng)驗的師傅可靈活地實(shí)現高效率的鏡面生產(chǎn),沒(méi)有經(jīng)驗的情況下就只能依賴(lài)數控機床的專(zhuān)家系統。
以上這些電火花加工的誤區值得每家模具工廠(chǎng)關(guān)注。事實(shí)上,工廠(chǎng)里某個(gè)工藝的小改進(jìn)就有可能創(chuàng )造巨大的價(jià)值,或者帶來(lái)品質(zhì)、效率的提升,這也是經(jīng)驗的價(jià)值所在!